
Technological Advancements in the Production of Metalized Films: What Are the Latest Innovations?

When we explore technological advancements in the production of metalized films, we see rapid progress driven by market needs and new manufacturing technologies. These films, usually made by coating polymer substrates such as PET, polypropylene (PP), and nylon with very thin aluminum layers (20-100 nm), offer excellent barriers against oxygen, moisture, and light. Today, we'll dive deep into the latest innovations supporting this growing $4.7 billion global market, especially key vacuum metallization advancements and manufacturing technology improvements.
Evolution of Vacuum Metallization Technology: Enhancing Uniformity and Thickness Control
Vacuum metallization stands at the core of metalized film manufacturing. It involves evaporating metal (mostly aluminum) inside ultra-high vacuum chambers (pressure around 10^-5 to 10^-6 torr) and depositing it uniformly on polymer films.
- Improved thickness control. Modern systems achieve precise control of metal coatings ranging 20-100 nm, crucial for barrier performance and reflectivity. Optical thickness control using in-situ sensors ensures consistent metal layers that meet stringent specs.
- Uniformity advancements. New deposition heads and rotating drum designs spread metal evenly across wide films, reducing defects and coating variation to less than 5%. This enhances film barrier efficiency and appearance.
- Pattern metallization. Selective metallization techniques allow applying metal in patterns or gradients, enhancing aesthetics (e.g., holography) and functional properties (e.g., selective barrier).
Such vacuum metallization advances support faster production while maintaining high quality standards. Production speeds of up to 1,000 meters per minute are now achievable without compromising metal layer integrity or adhesion.
Novel Materials and Substrates Improving Metalized Film Performance
Materials are evolving to balance barrier properties, strength, and recyclability.
-
Primary substrates:
- PET (~48% global volume): Offers strength around 170 MPa and thermal stability near 80°C glass transition temperature (Tg). Excellent metal adhesion helps in producing durable films with outstanding barrier and optical performance.
- PP (~35%): Lightweight and moisture-resistant, making it ideal for flexible packaging needing heat seals.
- Nylon: Adds puncture resistance and toughness for industrial applications.
-
Ultra-thin aluminum layers maintain flexibility while drastically reducing oxygen transmission by 98-99.5%. This extends food shelf life 3-5 times and improves tobacco flavor preservation by 35-45%.
-
Innovative coatings: Mixed metal alloys and nanoalloys improve corrosion resistance and adhesion. These coatings can tailor optical properties and durability.
By combining substrates and metal coatings smartly, manufacturers enhance barrier, mechanical, and visual properties. This fuels growth in food, pharmaceutical, and industrial markets while addressing environmental concerns via improved recyclability.
Optimizing Production via Plasma-Enhanced Deposition and Optical Thickness Control
The production process now integrates advanced techniques:
- Plasma-enhanced deposition: Applying plasma treatments during or before vacuum metal deposition cleans and activates the film surface. This boosts metal adhesion and reduces pinholes or defects.
- Corona and plasma surface treatments: Enhance bonding of metal and inks used for printing or laminating layers.
- Optical thickness control: Real-time sensors measure the metal layer thickness optically during deposition, enabling immediate corrections. This reduces waste and boosts consistency.
These innovations translate to fewer defects, stronger adhesion, and finished films with superior barrier and optical qualities.
Production Line Speed and Energy Efficiency Improvements
Modern vacuum metallization systems have scaled up production speeds dramatically:
| Parameter | Before Advances | After Advances |
|---|---|---|
| Maximum line speed (m/min) | ~400 | Up to 1,000 |
| Aluminum usage | Higher, less optimized | Reduced by 30-50% |
| Energy consumption | Higher | Reduced by 15-30% |
| Waste generation | More metal scrap | Minimization via control |
Enhanced deposition heads and vacuum chambers allow faster throughput without quality loss. Process optimization and equipment upgrades help lower energy needs dramatically, which uplifts profitability and offers sustainability benefits.
Impact of Automation and Real-Time Monitoring on Quality and Consistency
Automation revolutionizes control over metalized film quality:
- Real-time monitoring systems track parameters like vacuum integrity, coating thickness, line speed, and substrate tension.
- Continuous data feedback enables immediate adjustments, reducing defects and batch variation.
- Automated controls support predictive maintenance, minimizing downtime.
- Advanced sensors and AI-driven analytics improve process stability and quality assurance.
This ensures tighter control on film properties critical for food safety, pharmaceutical protection, and industrial uses where consistency is non-negotiable.
Equipment Design Advancements: Vacuum Chambers and Coating Heads
Equipment improvements are vital for technology progress:
- Vacuum chambers:
- Larger, more efficient vacuum pumps reduce cycle times while maintaining ultra-low pressures.
- Multi-zone vacuum chambers enable sequential metal and protective layer deposition.
- Coating heads:
- Redesigned evaporation sources produce homogenous metal vapor streams.
- Rotating drums and web handling systems maintain film tension to avoid wrinkles or uneven coatings.
- Modular heads support quick changeovers for different metals or patterns.
These refined designs optimize metal distribution, line throughput, and overall product quality.
Reducing Material Usage and Environmental Footprint
Responding to sustainability demands, manufacturers optimize material use and lower carbon footprints:
- Using thinner metal layers cuts metal raw material consumption by 30-50%.
- Energy-efficient vacuum pumps and heat recovery systems minimize power usage by up to 30%.
- Recycling challenges are eased by producing films with metal layers under 50 nm and optical density below 2.0, improving separability in recycling processes.
- Some processes adopt greener surface treatments, avoiding harmful chemicals.
These steps align with global moves toward eco-friendly packaging solutions while maintaining product performance.
Remaining Challenges in Scaling New Technologies for Industrial Production
Despite advances, challenges remain:
- Scaling plasma-enhanced and pattern metallization to very high speeds without defect introduction is complex.
- Balancing ultra-thin coatings with durability and recyclability requires continued innovation.
- Achieving cost-effective automation for smaller production runs still poses economic challenges.
- Integrating multi-metal or alloy coatings demands precise equipment calibrations and quality control.
- Environmental regulations push constant adjustments, requiring flexible manufacturing systems.
Continuous research and pilot studies are needed to overcome these hurdles and meet growing global demand.
Exploring these technological advancements in the production of metalized films reveals a dynamic field improving rapidly through vacuum metallization developments, new materials, precision control methods, and efficient, automated manufacturing processes. These innovations not only enhance product quality but also reduce environmental impacts, positioning metalized films as critical materials across food, pharmaceutical, industrial, and decorative sectors.
What Materials and Surface Treatments Are Driving Improvements in Metalized Film Quality and Functionality?

When you Explore technological advancements in the production of metalized films, understanding the materials and surface treatments is key. The choice of polymer substrates, the metal layers applied, and the surface treatment methods all shape the film’s quality, durability, and use cases. Let’s dive into the main materials and how surface processes improve their performance.
Key Polymer Substrates and Their Benefits
Metalized films start as a base polymer film, which gets coated with an ultra-thin metal layer. The most common polymer substrates used are PET (Polyethylene Terephthalate), PP (Polypropylene), and Nylon. Each offers distinct benefits:
-
PET: About 48% of global metallized film volume uses PET. It has excellent mechanical strength (around 170 MPa tensile strength) and good thermal stability with a glass transition temperature near 80°C. PET adheres well to metal coatings and provides a smooth surface for printing. Its strong barrier properties and durability make it the top choice for food, tobacco, and pharmaceutical packaging.
-
PP: Taking up roughly 35% of volume, polypropylene is lighter than PET and offers better moisture resistance. It is heat-sealable and cost-effective, which suits flexible food packaging requiring water vapor barriers. PP films are ideal where flexibility and low weight matter, such as snack wrappers.
-
Nylon: Not as widely used, nylon films provide excellent oxygen barrier properties and toughness. Their use is preferred in high-end packaging where oxygen sensitivity is critical, like processed meats and delicate pharmaceuticals.
| Polymer Substrate | Strength (MPa) | Thermal Stability (°C) | Barrier Property | Typical Use Cases |
|---|---|---|---|---|
| PET | 170 | 80 (Tg) | High | Food packaging, tobacco, pharmaceuticals |
| PP | Moderate | Moderate | Moisture | Flexible packaging, snacks |
| Nylon | High | Moderate | Oxygen | Processed meats, pharma packaging |
Ultra-Thin Aluminum Layers Boost Barrier Without Losing Flexibility
Metalized films gain their barrier power through a vacuum-deposited aluminum layer between 20 to 100 nanometers thick. This ultra-thin coating blocks oxygen and moisture almost as well as foil. Oxygen transmission rates fall by 98-99.5%, effectively tripling shelf life for perishables.
The thinness keeps films flexible and light, with no brittle feel. This balance between barrier performance and film pliability is a huge technological leap. Aluminum’s inherent reflectivity also helps in thermal insulation and visual appeal.
Surface Treatments to Improve Metal Adhesion and Printability
Applying metal to polymer requires the film surface to be activated to enhance adhesion. Two primary surface treatments are:
-
Corona Treatment: This process bombards the film surface with ions and plasma in atmospheric air. It roughens and polarizes the surface, increasing surface energy, which helps metal and inks stick better.
-
Plasma Treatment: Operating under low-pressure gas, plasma causes chemical changes at the surface, improving adhesion and printability. It is a more controllable and uniform process than corona.
Both treatments allow the vacuum metallization process to deposit metal layers that bond strongly. Improved metal adhesion ensures the metallized film resists peeling, cracking, or flaking during production and usage.
Protective Topcoats for Durability and Appearance Longevity
After metallization, an additional protective topcoat may be applied. This clear layer protects aluminum from oxidation and mechanical abrasion. It can be gloss-enhancing or matte, depending on product requirements.
Topcoats boost durability, maintaining barrier properties and clarity. They also safeguard printed designs, extending the visual life of retail packaging. Protective coatings have evolved to be thin yet tough, keeping metal layers pristine even after handling, shipping, and shelf time.
Innovations in Metal Layers: Mixed Metals and Alloy Coatings
Recent advancements are experimenting with alloy coatings or mixed metal layers beyond pure aluminum. Copper, silver, and nickel blends can improve:
- Barrier strength against gases
- Electrical conductivity for electronics
- Corrosion resistance for outdoor use
These mixed metal layers open new applications in flexible electronics and solar control films. Alloy coatings can be fine-tuned for better adhesion, optical effects, and durability.
Material Choices Impact on Recyclability and Environmental Sustainability
Metalized films have historically presented challenges in recycling due to mixed materials. However, innovations are reducing environmental impact:
- Metal layers under 50 nm and optical density under 2.0 improve mechanical recycling ease.
- Reduced aluminum thickness lowers carbon footprint by 15-30%.
- More recyclable substrates like mono-material PET are favored to simplify sorting.
- Surface treatments that don't alter bulk polymer chemistry help maintain recyclability.
Industry focus on sustainability influences new material development, balancing performance with eco-friendliness.
How Substrate Selection Influences Optical and Thermal Properties
The base polymer impacts the final film’s optical and thermal features. PET offers high specular reflection (40-90%) and optical density from 1.8 to 3.0, allowing custom holographic or gradient effects. These optical properties enhance brand appeal on store shelves by up to 37%.
Thermally, metalized films reflect heat radiation well, aiding energy efficiency in packaging and insulation. Higher stability substrates like PET maintain coating integrity at elevated temperatures, ensuring consistent thermal performance.
Nanopatterning and Patterned Metallization for Visual and Functional Enhancements
A striking advance is the use of nanopatterning or patterned metallization on films. This technology allows:
- Complex geometric or holographic patterns to be incorporated during metal deposition
- Enhanced light reflection through controlled surface textures
- Anti-counterfeiting features on product packaging
- Functional benefits such as controlled breathability or selective permeability in industrial films
Patterned metal layers blend aesthetics with utility, seen in luxury packaging and advanced electronics.
Quick Facts Table:
| Feature | Details |
|---|---|
| Aluminum Layer Thickness | 20-100 nm |
| Oxygen Barrier Improvement | 98-99.5% reduction |
| PET Strength | ~170 MPa tensile |
| Corona Treatment Benefits | Increased surface energy, better adhesion |
| Plasma Treatment Advantages | Uniform chemical modification, enhanced bonding |
| Global Market Size (2023) | $2.27 billion (projected $3.14B by 2028) |
| Asia-Pacific Market Share | 42%, led by China, Japan, South Korea |
By focusing on the right polymer substrates, applying ultra-thin aluminum coatings, using advanced surface treatment methods, and integrating protective and innovative metal layers, manufacturers continue to push the boundaries of metalized film quality.
These material and treatment advancements not only enhance barrier and optical properties but also improve recyclability and environmental sustainability—crucial for the rising global demand in food packaging, electronics, and other industries. Understanding these components helps you appreciate how modern metalized films are evolving to meet complex market needs.
Which Industrial Applications and Market Trends Are Shaping the Future of Metalized Film Production Technologies?
-55894f9.png/:/cr=t:0%25,l:0%25,w:100%25,h:100%25/rs=w:1240,cg:true)
Metalized films play a vital role across many industries due to their unique mix of barrier, aesthetic, and functional qualities. Let’s dive deep into how technological advancements in metalized film production meet key industrial needs and respond to evolving market trends.
Meeting Food Packaging Demands for Extended Shelf Life
One of the largest applications of metalized films is in food packaging. These films provide barriers against oxygen, moisture, and light—main factors causing spoilage.
- Ultra-thin aluminum coatings (20-100 nm) achieved via vacuum deposition reduce oxygen transmission by 98-99.5%. This extends the shelf life of food products by 3 to 5 times.
- Moisture vapor transmission rates (WVTR) can reach below 1.0 g/m²/day, meaning snacks, coffee, processed meats stay fresher longer.
- Advances in precision vacuum metallization maintain barrier uniformity across wide rolls at production speeds up to 1,000 m/min, lowering costs while preserving quality.
- Protective topcoats and improved surface treatments enhance seal integrity, heat resistance, and printability, essential for attractive packaging that commands attention on shelves.
- Flexible metalized films also reduce food waste by ensuring longer freshness and fewer returns for expired goods.
Emerging Uses in Pharmaceuticals, Electronics, and Automotive Industries
Beyond food, metalized films have expanded into other industrial uses, driven by their barrier and functional properties.
- Pharmaceuticals: Metalized films protect sensitive drugs from moisture, oxygen, and UV light. Improved film strength and sealing allow blister packs to stay safe during transport and storage.
- Electronics: Metalized PET and polyimide films serve as flexible circuits, EMI shields, and antistatic packaging, protecting devices from interference and damage. Advances in metal layer uniformity improve conductivity and reliability.
- Automotive: Reflective metalized films aid thermal insulation and lightweight energy-saving components. They also feature in decorative trims and interior panels thanks to new holographic and color metallic printing techniques.
Decorative and Branding Trends Influencing Production Techniques
Consumers' desire for premium and eye-catching packaging pushes innovation in metalized film design.
- Holography and multi-layer optical structures create depth and movement in metallic patterns.
- Bold metallic colors like rose gold, copper, and silver are trending, supported by advanced deposition controlling optical density from 1.8 to 3.0.
- Geometric, natural, and futuristic designs leverage nanopatterning and controlled opacity gradients.
- These effects can increase retail shelf impact by 37%, driving brand visibility.
- Surface treatments and specialized inks enable durable printing on metallized surfaces, maintaining aesthetics over long shelf lives.
Regional Market Trends Driving Technology Adoption
The Asia-Pacific region leads global metalized film consumption, accounting for about 42% of the market, driven primarily by China, Japan, and South Korea.
- Rapid urbanization and rising consumer spending boost flexible and premium food packaging demand.
- Local regulations encourage recycling and sustainability, prompting adoption of films with thinner metal layers (<50 nm) for easier recyclability.
- Investment in high-speed vacuum metallization lines supports domestic manufacturing growth.
- North America (27%) and Europe (21%) markets emphasize innovation in medical packaging and electronics, pushing micro-patterned, multifunctional films.
Sustainability and Recyclability Shape Production and Materials
Environmental concerns have become paramount for producers and buyers alike.
- Metalized films now use 30-50% less aluminum without compromising barrier quality, reducing carbon footprints by 15-30%.
- Films with optical densities under 2.0 aid recycling, avoiding contamination in plastics streams.
- Substrate selection embraces recyclable polymers like PET and PP, balancing durability with end-of-life disposal.
- Efforts continue to develop biodegradable or bio-based substrates combined with ultra-thin metallic coatings.
Case Studies of Technological Success
- A major food brand extended snack shelf life by 4x and reduced packaging weight 20% by switching to plasma-enhanced vacuum metallized PET films. Resulting cost savings and sustainability wins boosted market share.
- Electronics manufacturer integrated metallized polyimide films with improved conductivity and EMI shielding into flexible circuits, reducing device failures by 12%.
Production Improvements Yield Cost Savings and Performance Gains
The latest production technologies translate directly into advantages for end-users.
- Higher vacuum chamber automation enhances coating consistency and reduces reject rates.
- Optical thickness control prevents over-application of metal, cutting material costs.
- Line speeds up to 1,000 m/min improve output and meet growing demand without quality loss.
- Advanced surface treatments increase metal adhesion and allow versatile lamination and printing options.
- Overall, manufacturers realize lower production costs while delivering films with superior barrier, optical, and mechanical properties.
Future Developments and Research Areas
Looking ahead, metalized film technology is poised for exciting evolution:
- Research into multi-metal alloy coatings for enhanced barrier and electrical properties.
- Development of nano-patterned films enabling smart packaging with sensors and interactive branding.
- Exploration of bio-based polymers with eco-friendly metallization.
- AI and real-time monitoring integrated into production lines for predictive quality control.
- Expansion of patterned metallization for flexible electronics and wearable devices.
Main Applications Benefiting from Advances
| Application | Benefits of Advanced Metalized Films |
|---|---|
| Food Packaging | Shelf life extension, moisture & oxygen barrier, heat seal integrity |
| Pharmaceuticals | Protection from degradation, moisture barrier, tamper evidence |
| Electronics | EMI shielding, flexible circuits, antistatic packaging |
| Automotive | Thermal insulation, decorative trims |
| Decorative Packaging | Enhanced brand visibility with holography and metallic colors |
Key Market Trends Influencing Production
- Growth in Asia-Pacific demands higher output and innovation.
- Sustainable materials and reduced environmental impact drive substrate and metal use.
- Consumer preference for premium, attractive packaging raises production complexity.
Future Directions
- Emphasis on recyclability and eco-friendly films.
- Increased use of smart and functional films with sensors or conductive properties.
- Continued advances in deposition control and automation for efficiency.
Industry Production Volume Trends
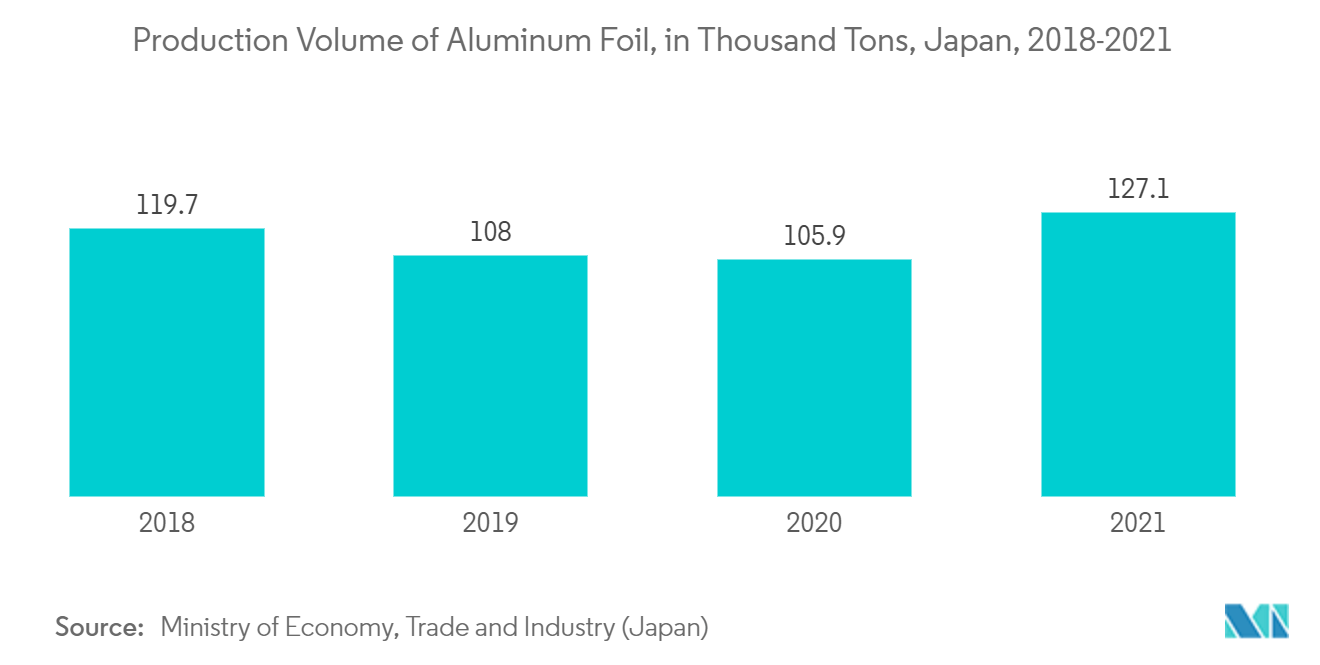
| Year | Production Volume (Thousand Tons) |
|---|---|
| 2018 | (data from image not numerically specified) |
| 2019 | – |
| 2020 | – |
| 2021 | – |
Note: Graph shows an increasing or stable trend in aluminum foil production in Japan, supporting metalized film demand growth.
In my experience, staying ahead in metalized film production means balancing performance, cost, aesthetics, and sustainability. These trends and technological shifts are shaping not only what metalized films can do but also how industries integrate them into new products and markets.
FAQs about Explore technological advancements in the production of metalized films:
What are the key materials used in producing metalized films and their benefits?
The key materials used in producing metalized films include polymer substrates like PET, PP, and Nylon, each offering distinct benefits such as high strength and thermal stability (PET), moisture resistance and flexibility (PP), and oxygen barrier with toughness (Nylon), which help tailor the film’s performance for various applications.
How do surface treatments improve the quality and functionality of metalized films?
Surface treatments such as corona and plasma treatments improve the quality and functionality of metalized films by increasing the surface energy of the polymer substrates, enhancing metal adhesion and printability, resulting in stronger bonding that prevents peeling and cracking during usage.
What innovations in coating technology have enhanced metalized film performance?
Innovations in coating technology enhancing metalized film performance include ultra-thin aluminum layers (20-100 nm) that provide superior oxygen and moisture barriers without sacrificing flexibility, mixed metal and alloy coatings for improved corrosion resistance and optical effects, and protective topcoats that safeguard durability and appearance.
How have recent production technologies improved speed and energy efficiency in metalized film manufacturing?
Recent production technologies have improved speed and energy efficiency in metalized film manufacturing by enabling production line speeds to increase from about 400 to up to 1,000 meters per minute, reducing aluminum usage by 30-50%, lowering energy consumption by 15-30%,
In this article, I covered the latest tech boosting metalized film production. We saw how new vacuum metallization methods and smart materials improve quality. Automation and real-time checks help keep films consistent and strong. I also highlighted how new substrates and surface treatments make films last longer and look better. Industry uses like food, pharma, and auto take big gains from these advances. As demand grows, expect more eco-friendly and cost-saving steps in this field. Metalized films are evolving fast, and the future looks bright with smarter, cleaner production ahead.
